Управление намоточным станком
Станок по перемотке кабеля, ткани, бумаги, пленки и других полотен не обходится без использования преобразователей частоты. Обычно проблемы, связанные с контролем скорости вращения лентоведущих валиков и управления регулятором натяжения, перекладывают на дорогостоящий контроллер. В этой статье рассматривается частотный преобразователь AS3 Toshiba, способный самостоятельно решать все эти проблемы без использования стороннего контроллера.


Проблемы перемоточных станков
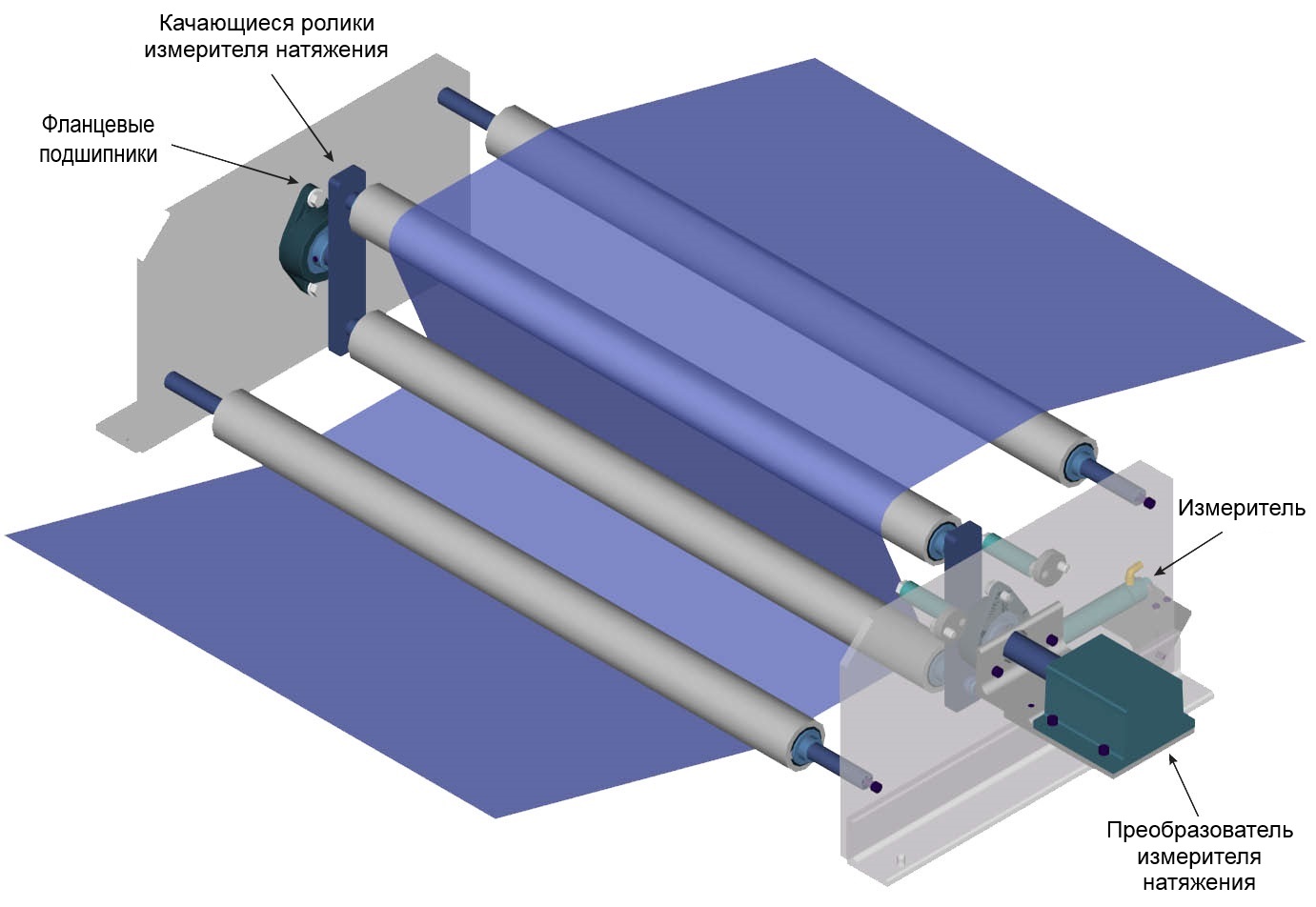
Натяжение полотна — это растягивающее усилие, приложенное к полотну или кабелю в направлении его движения. При недостаточно сильном трении между полотном и валиком, положение полотна в поперечном движению направлении и скорость его движения будут неконтролируемыми. При чересчур большом натяжении может происходить растягивание полотна, морщение или его повреждение. В ситуациях, когда требуется контролировать натяжение нескольких лент одновременно (например при ламинировании), натяжение каждой из них должно быть одинаковым. Если это не так, то склеенное полотно будет скручиваться в сторону более натянутой ленты.
Оптимальное натяжение полотна или кабеля определяется опытным путем или по рекомендации завода производителя. На практике сила натяжения составляет 10-25 % предела прочности материала на разрыв.
Еще одой проблемой является регулирование натяжения при размотке, намотке и перемотке, т.к. диаметры и массы рулонов в процессе работы машины изменяются.
Требуемое натяжение изначально задается технологом с помощью задания требуемого натяжения в контроллере. В процессе работы система управления должна контролировать натяжение полотна с помощью датчика контроля натяжения и автоматически изменять скорость вращения валиков для обеспечения натяжения. Преобразователь частоты VF-AS3 Toshiba способен заменить контроллер перемоточного оборудования благодаря встроенному функционалу.

Встроенный функционал частотных преобразователей VF-AS3 Toshiba для станков намотки
В преобразователях частоты VF-AS3 Toshiba предусмотрено 2 ПИД-регулятора для управления скоростью вращения валиков по датчику натяжения.
ПИД-регулятор контроля скорости в системах намотки
ПИД-регулятор скорости предназначен для управления скоростью намоточного устройства, для чего требуется очень быстрая реакция. Время ускорения/замедления частотника в этом режиме автоматически устанавливается на самое короткое время. ПИД-регулятор скорости также реагирует намного быстрее обычного ПИД-регулятора процесса, управляя увеличением/уменьшением скорости, которая отделена от времени ускорения/замедления. Фильтр задержки устанавливается на значение обратной связи для стабильной работы регулятора.
В намоточном станке важно регулировать скорость намоточного валика для обеспечения заданного натяжения.
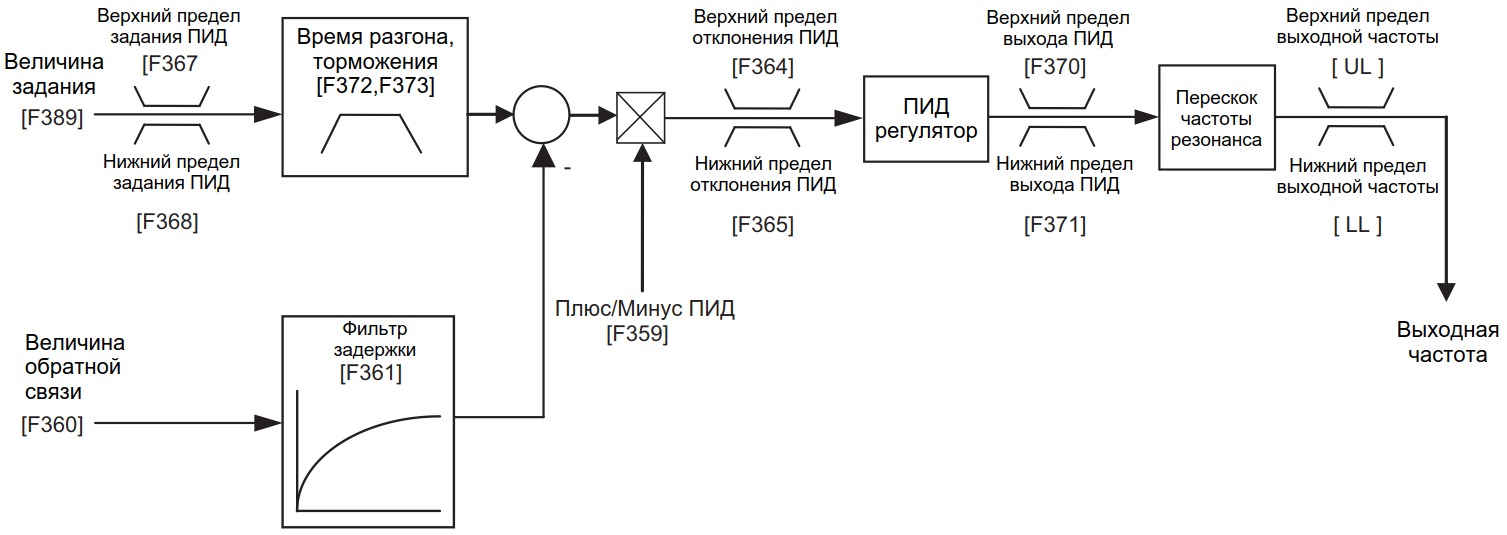
Настройка ПИД-регулятора частотного преобразователя Toshiba сводится к заданию частоты, при которой будет обеспечиваться заданный уровень натяжения. Иными словами, необходимо преобразовать уровень натяжения в частоту. Для этого нужно настроить следующие параметры:
| Тип параметра | Параметр | Назначение параметра |
|---|---|---|
| Величина задания | F389 | Выбор входа задания PID1: 0: выбирается с помощью FMOd/F207 1: Вход RR 2: Вход RX 3: Вход II 4: Вход AI4 (опция) 5: Вход AI5 (опция) 6 … 11: — 12: С помощью FPId 13,14: — 15: С помощью команд Вверх/Вниз на входных дискретных клеммах 16: Импульсный вход 17: Высокоскоростной импульсный вход (опция) 18,19: — 20: Через встроенный Ethernet 21: Через связь RS485 (порт 1) 22: Через связь RS485 (порт 2) 23: Через опциональный модуль связи |
| Величина задания | FPId | Задание PID1 (Только при [F389]=»12«) |
| Величина обратной связи | F360 | Выбор входа обратной связи PID1: 0: — 1: Вход RR 2: Вход RX 3: Вход II 4: Вход AI4 (опция) 5: Вход AI5 (опция) 6 … 16: — 17: Высокоскоростной импульсный вход (опция) |
| Плюс/Минус характеристика | F359 | 2: ПИД-регулирование скорости (положительная характеристика) 12: ПИД-регулирование скорости (отрицательная характеристика) |
| Выходной сигнал | F374 | Диапазон расхождения величины задания и величины обратной связи при ПИД-регулировании |
| Настройка выходной клеммы | 144/145 | Сигнал о соответствии величины задания и величины обратной связи при ПИД-регулировании в пределах заданного [F374] диапазона |
Остальные настройки параметров, показанных на схеме выше можно оставить по умолчанию, за исключением:
- [F362] — пропорциональный коэффициент ПИД-регулятора
- [F363] — интегральный коэффициент ПИД-регулятора
- [F366] — дифференциальный коэффициент ПИД-регулятора
Контроль позиции измерителя натяжения для перемоточных станков
В станках для перемотки применяется уже два приводных валика и измеритель натяжения полотна плавающего типа. Схематично управление перемоточным станком изображено на иллюстрации ниже. Заданное натяжение здесь обеспечивается разностью скоростей валиков размотки и намотки.
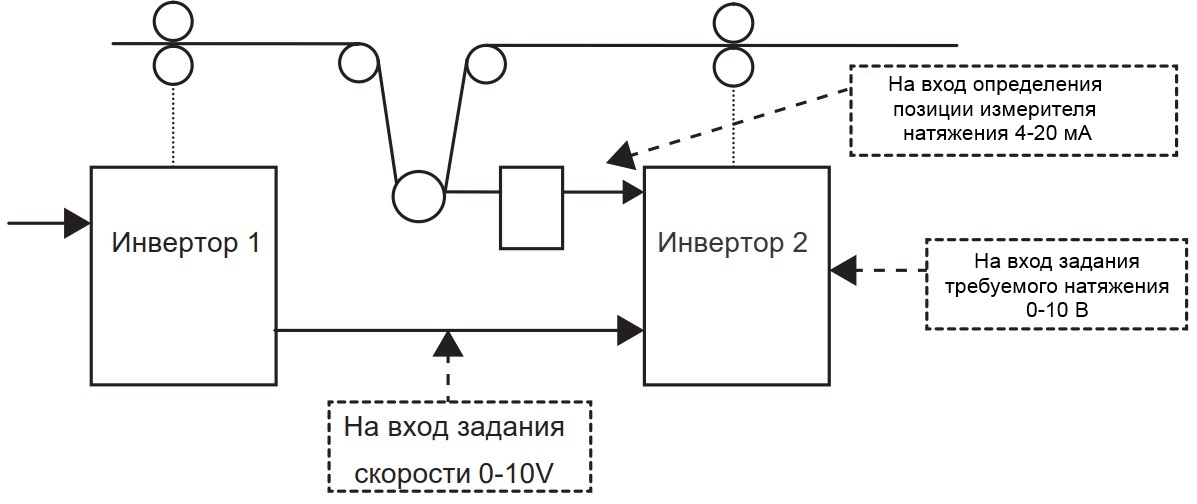
Инвертор 1 управляет электродвигателем валика размотки.
Инвертор 2 управляет электродвигателем валика намотки. На Инверторе 1 задается требуемая скорость перемотки. Далее сигнал задания скорости передается на Инвертор 2. Т.е. первоначально валики вращаются с одинаковой скоростью. Но потом в действие включается ПИД-контроль, работающий по заданию позиции измерителя натяжения. Таким образом, результирующая скорость второго валика будет изменяться так, чтобы обеспечить заданное натяжение.
На схеме ниже изображена схема ПИД-регулирования процесса перемотки.
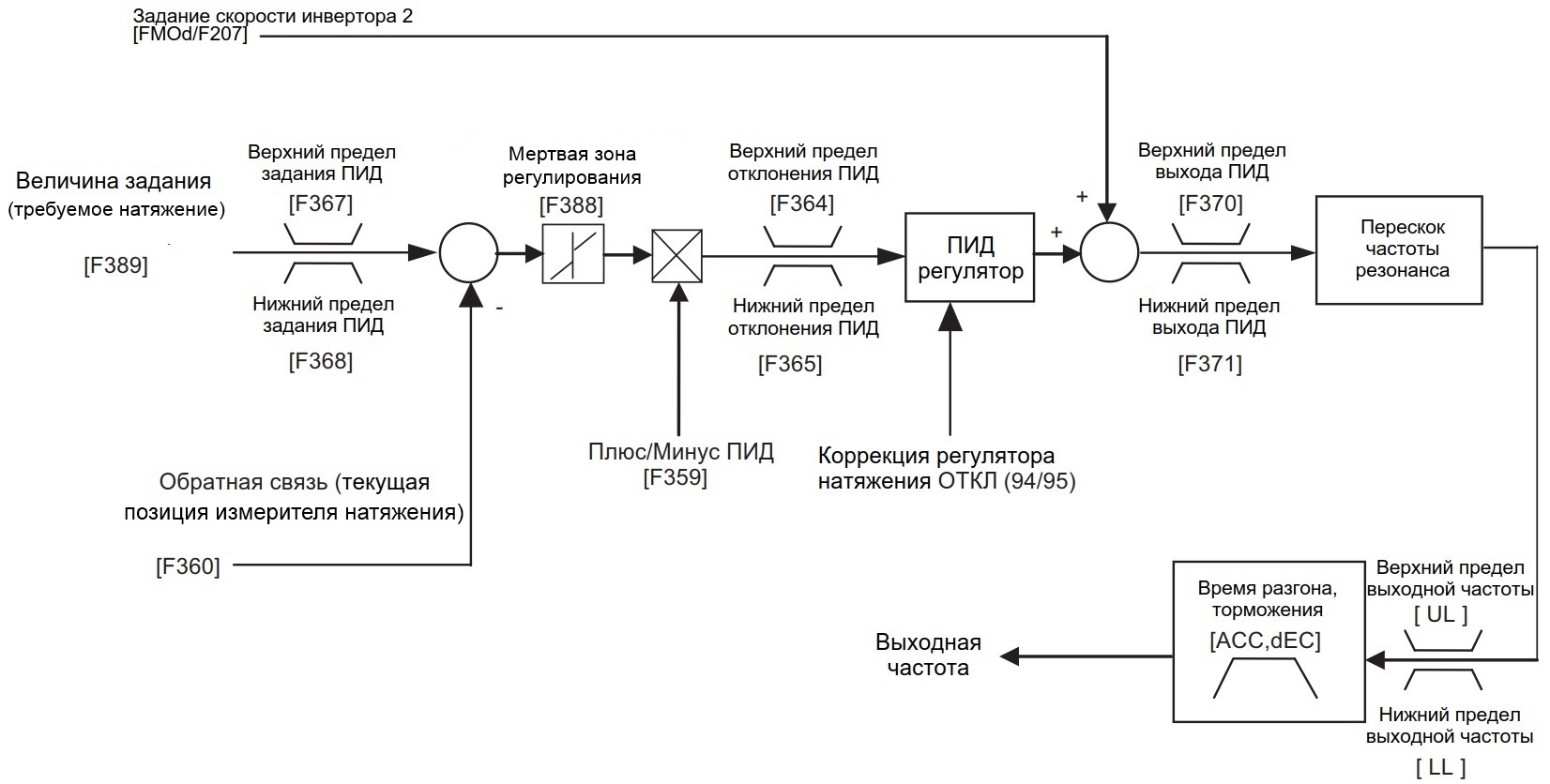
Настройка ПИД-регулятора частотного преобразователя Toshiba для второго валика (намотки) сводится к заданию требуемой величины натяжения в единицах измерения частоты. Таким образом, будет происходить постоянная коррекция скорости вращения валика намотки. Для обеспечения этого нужно настроить следующие параметры:
| Тип параметра | Параметр | Назначение параметра |
|---|---|---|
| Задание скорости инвертора 2 | FMOd | Выбор входа задания частоты: 0: — 1: Вход RR 2: Вход RX 3: Вход II 4: Вход AI4 (опция) 5: Вход AI5 (опция) 6 … 9: — 10: Колесо управления 1 (выключить питание и нажать OK для сохранения) 11: Колесо управления 2 (нажать OK для сохранения) 12: Заданная скорость Sr0 13,14: — 15: С помощью команд Вверх/Вниз на входных дискретных клеммах 16: Импульсный вход 17: Высокоскоростной импульсный вход (опция) 18,19: — 20: Через встроенный Ethernet 21: Через связь RS485 (порт 1) 22: Через связь RS485 (порт 2) 23: Через опциональный модуль связи |
| Задание скорости инвертора 2 | F207 | Аналогично FMOd |
| Величина обратной связи | F360 | Выбор входа обратной связи PID1: 0: — 1: Вход RR 2: Вход RX 3: Вход II 4: Вход AI4 (опция) 5: Вход AI5 (опция) 6 … 16: — 17: Высокоскоростной импульсный вход (опция) |
| Мертвая зона регулирования | F388 | Допуск, в пределах которого не будет регулирования |
| Плюс/Минус характеристика | F359 | 4: ПИД-регулирование скорости в режиме измерителя натяжения (положительная характеристика) 14: ПИД-регулирование скорости в режиме измерителя натяжения (отрицательная характеристика) |
| Выходной сигнал | F374 | Диапазон расхождения величины задания и величины обратной связи при ПИД-регулировании |
| Настройка выходной клеммы | 144/145 | Сигнал о соответствии величины задания и величины обратной связи при ПИД-регулировании в пределах заданного [F374] диапазона |
Когда нет необходимости корректировать задание по измерителю натяжения, можно сохранить текущее значение ПИД-регулятора с помощью сигнала на входную клемму с настройкой 94/95. Полностью выключить ПИД-регулятор можно с помощью сигнала на входной клемме с настройкой 36. При этом на выходе ПИД-регулятора будет значение 0.
Остальные настройки параметров, показанных на схеме выше, можно оставить по умолчанию, за исключением этих:
[F362] — Пропорциональный коэффициент ПИД-регулятора
[F363] — Интегральный коэффициент ПИД-регулятора
[F366] — Дифференциальный коэффициент ПИД-регулятора
Дополнительно можно задать запрет на обратное вращение с помощью параметра [F311]. Доступные варианты задания: 0 — допускается, 1 — запрет назад, 2 — запрет вперед.
Важно также задать небольшое время разгона ACC и время замедления dEC для быстрого отклика в диапазоне, чтобы не вызвать отключение инвертора.
Автоматизированная линия по производству бумаги
Перемоточный станок в производстве бумаги предполагает использование нескольких приводов с распределением скоростей между двигателями. Причем для для обеспечения контроля натяжения бумаги необходимо синхронно изменять скорость сразу нескольких двигателей. Для этой цели в преобразователе частоты AS3 Toshiba есть специальные функции, которые позволяют обойтись без использования стороннего контроллера.
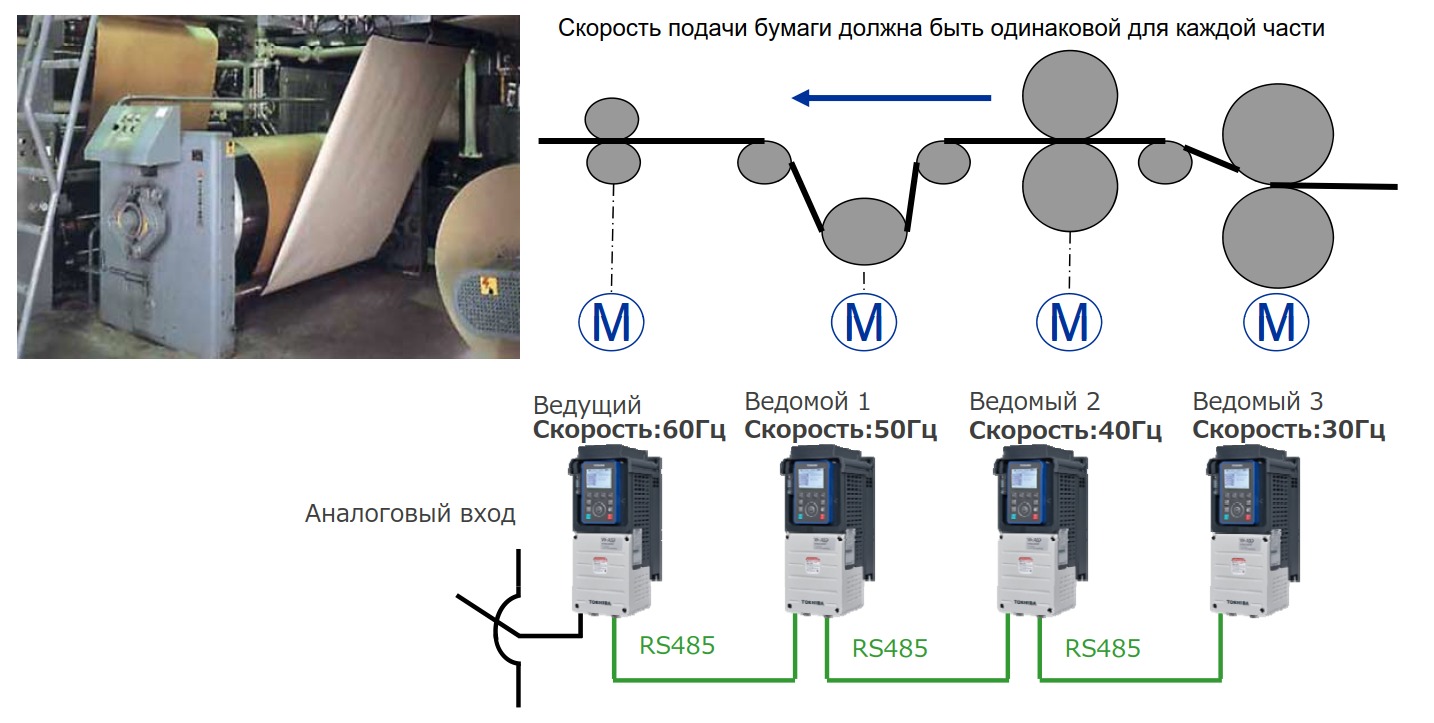
Эта функция называется «пропорциональный контроль скорости». Каждый двигатель управляется собственным инвертором. Все инверторы соединены между собой сетью по каналу RS485. В сети есть ведущий (мастер) инверторы и ведомые инверторы, которые получают от мастера задание по сети.
Необходимо задать следующие параметры для ведущего (мастер) инвертора
| Параметр | Значение | Описание |
|---|---|---|
| [F826] | 3 | Команда задания частоты (3 = ведущий-мастер, передача задания частоты. 100% — это максимальная частота) |
| [F827] | 0 | Задание протокола коммуникации (0 = протокол TOSHIBA) |
| [F820] | 1 | Скорость передачи (1 = 19200 Кб/сек) |
| [F821] | 1 | Четность (1 = нечетный) |
| [CMOd] | 1 | Способ запуска (1 = с панели управления) |
| [FMOd] | 1 | Задания частоты (1 = с клеммы аналогового входа RR) |
| [F825] | 0.01 | Время ожидания передачи |
| [F829] | 1 | Интерфейс передачи (1 = 4-х проводный) |
Необходимо задать следующие параметры для ведомых инверторов
| Параметр | Значение | Описание |
|---|---|---|
| [F826] | 0 | Команда задания частоты (0 = ведомый, останавливается при аварии мастера) |
| [F827] | 0 | Задание протокола коммуникации (0 = протокол TOSHIBA) |
| [F823] | 1 | Таймаут соединения (1 = 1 секунда ожидания при потере соединения) |
| [F820] | 1 | Скорость передачи (1 = 19200 Кб/сек, как у мастера) |
| [F821] | 1 | Четность (1 = нечетный, как у мастера) |
| [CMOd] | 0 | Способ запуска (0 = с дискретных клемм, например, запуск с клеммы F или ST) |
| [FMOd] | 22 | Задания частоты (22 = с второго порта RS485) |
| [F810] | 1 | Задание частоты через коммуникацию по сети (1 = с первого порта RS485) |
| [F811] | ? | Настройте требуемую величину точки 1 (%) |
| [F812] | ? | Настройте требуемое значение частоты точки 1 (Гц) |
| [F813] | ? | Настройте требуемую величину точки 2 (%) |
| [F814] | ? | Настройте требуемое значение частоты точки 2 (Гц) |
| [F829] | 1 | Интерфейс передачи (1 = 4-х проводный) |
Контроль раздачи момента для многоосного транспорта
В транспортном средстве с несколькими приводными колесами или винтами необходимо синхронно контролировать не только скорость, но и момент на валу каждого двигателя. В этом помогает функция контроля раздачи момента в частотном преобразователе AS3 Toshiba. Для этого необходимо объединить частотники в сеть и назначить одного из них мастером, а других ведомыми. Таким образом, каждый двигатель будет управляться собственным частотным преобразователем.

Необходимо задать следующие параметры для ведущего (мастер) инвертора
| Параметр | Значение | Описание |
|---|---|---|
| [F826] | 5 | Команда задания момента (5 = ведущий-мастер, передача задания момента) |
| [F827] | 0 | Задание протокола коммуникации (0 = протокол TOSHIBA) |
| [F820] | 1 | Скорость передачи (1 = 19200 Кб/сек) |
| [F821] | 1 | Четность (1 = нечетный) |
| [CMOd] | 1 | Способ запуска (1 = с панели управления) |
| [FMOd] | 1 | Задания частоты (1 = с клеммы аналогового входа RR) |
| [F825] | 0.01 | Время ожидания передачи |
| [F829] | 1 | Интерфейс передачи (1 = 4-х проводный) |
Необходимо задать следующие параметры для ведомых инверторов
| Параметр | Значение | Описание |
|---|---|---|
| [F826] | 0 | Команда задания частоты (0 = ведомый, останавливается при аварии мастера) |
| [F827] | 0 | Задание протокола коммуникации (0 = протокол TOSHIBA) |
| [F823] | 1 | Таймаут соединения (1 = 1 секунда ожидания при потере соединения) |
| [F820] | 1 | Скорость передачи (1 = 19200 Кб/сек, как у мастера) |
| [F821] | 1 | Четность (1 = нечетный, как у мастера) |
| [CMOd] | 0 | Способ запуска (0 = с дискретных клемм, например, запуск с клеммы F или ST) |
| [Pt] | 9 | Шаблон V/f (9 = Векторное управление 2, скорость-момент или 22 = векторное управление с опцией энкодера, скорость-момент |
| [F420] | 22 | Задание частоты с помощью команды момента (22 = с второго порта RS485) |
| [F829] | 1 | Интерфейс передачи (1 = 4-х проводный) |
Распределение нагрузки между двигателями транспортного средства или промышленного оборудования
Функция контроля снижения (Droop control) в частотнике AS3 Toshiba предотвращает концентрацию нагрузки на конкретном двигателе в многодвигательной системе из-за дисбаланса нагрузки, когда несколько преобразователей и двигателей используются для создания общего усилия.
Параметры этой функции позволяют двигателю проскальзывать (понижающая характеристика) в зависимости от момента нагрузки.
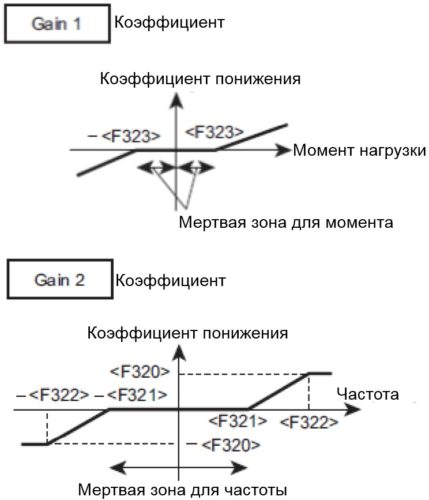
ΔF = νL·Gain1·Gain2
Для настройки диапазона частот мертвой зоны для момента и коэффициента усиления используются следующие параметры
| Параметр | Название параметра | Диапазон настройки | Единицы измерения | Настройка по умолчанию |
|---|---|---|---|---|
| F320 | Коэффициент понижения * | 0.0 … 100.0 | % | 0.0 |
| F321 | Частота при 0% коэффициента понижения | 0.0 …. 320.0 | Гц | 10.0 |
| F322 | Частота при F320 коэффициента понижения | 0.0 …. 320.0 | Гц | 100.0 |
| F323 | Мертвая зона момента понижения | 0 … 100 | % | 10 |
| F324 | Выходной фильтр понижения | 0.1 … 200.0 | рад./сек | 100.0 |
* В процессе работы ПЧ это значение можно изменить от 0.1 до 100.0, но задание или изменение на 0.0 (нет понижения) должно производиться только после остановки.
Примеры использования этой функции


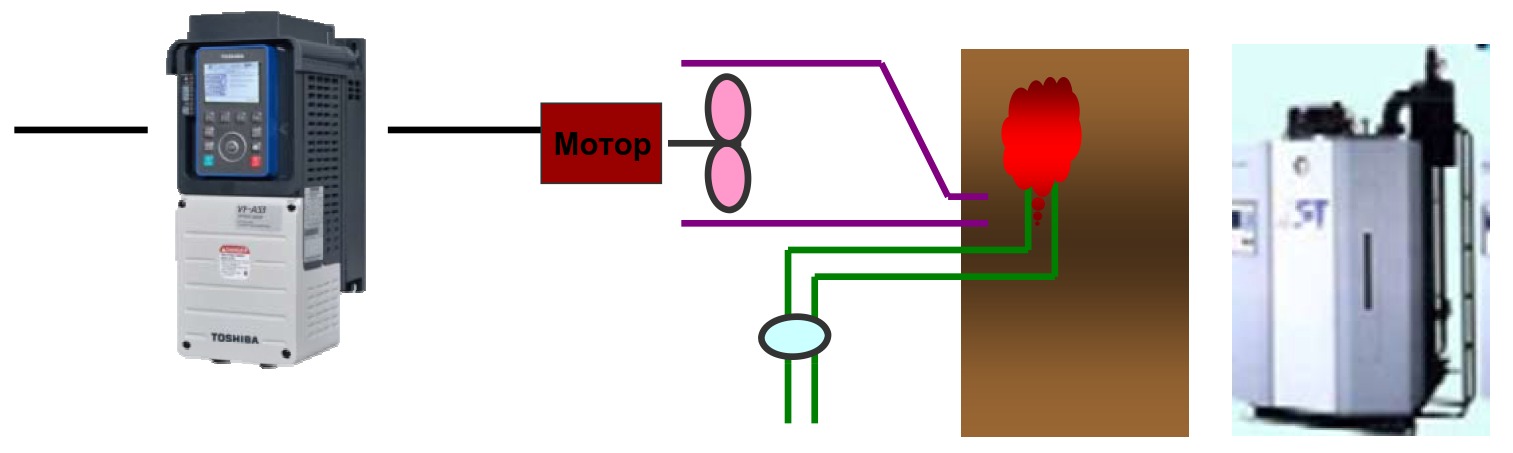
В случае с бойлером, лучшее сгорание получается при поддерживании соотношения воздуха и топлива постоянным. Свойства воздуха изменяются в зависимости от температуры сезона: зимой — тяжелая гравитация, летом — легкая гравитация.
Функция понижения может постоянно автоматически корректировать соотношение топливной смеси без использования датчика.
Частотные преобразователи Toshiba
Компания СПИК СЗМА как единственный официальный дилер Toshiba в России и СНГ предлагает купить частотные преобразователи серии VF-AS3 для решения задач управления станками. Вы получаете максимально качественную техническую поддержку и гарантию долгой работы преобразователя частоты.